5-1. はじめに
この文章はSiCウエハの切断・研磨の運営に興味を持つ人を対象に書いています。前回の連載の(4)では、4段プロセスの考察を行い、各工程の適切な加工研磨条件の組み合わせについて解析的な解を求め、考察しました。今回は5段の研磨プロセスについて同様の考察を行います。
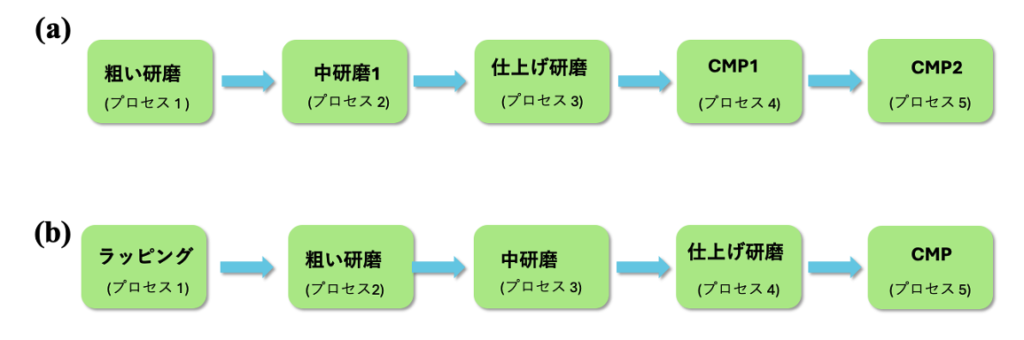
図5-1 は、5段階に分けたウエハ加工研磨プロセスの例を示します。図5-1 (a) はCMPを2段にした場合、 (b)はラッピングを初段に行ない、3段の機械研磨を行い最後に1段のCMPを行います。それぞれの過程では、それぞれの専用の装置を使うことを想定したり、あるいは異なる使い方をして研磨をすることを想定しています。それぞれの工程の終了時にはウエハの洗浄を行います。また、片面のウエハ研磨のみを行うと、ウエハは変形してしまうので、これを防ぐために裏面も研磨します。裏面研磨は通常、表面研磨とは別工程で行われることもあり、裏面研磨は別の研磨プロセスとして統合化して考慮することとします。その場合も同様にこのモデルで適応可能かもしれません。5段工程だと実際の工程に近づいてきました。
5-2. 研磨速度と加工変質層の厚みの関係を(A)式と想定した場合
研磨速度と加工変質層の厚みの関係は連載(1)で設定した(A)式を想定して、5段研磨の最適解を解析的に求めてみます。(A)式は、n番目の研磨速度をvn、n番目の研磨によって導入された加工変質層の厚みをXn (vn)とすると、両者の関係は直線状の関係があると想定します。これは現象論的な関係です。
Xn (vn) = anvn (A)
4段研磨と同様に考察すると、局所適切時間TLは以下で与えられます。下記の(5-1)式の第1項は1段目の工程の加工時間、第2項は連続する4段加工の適切解を利用しています。第2項は(4-4)式を書き変えた式です。(5-1)式は既に局所適切解(T local minimum)になっています。
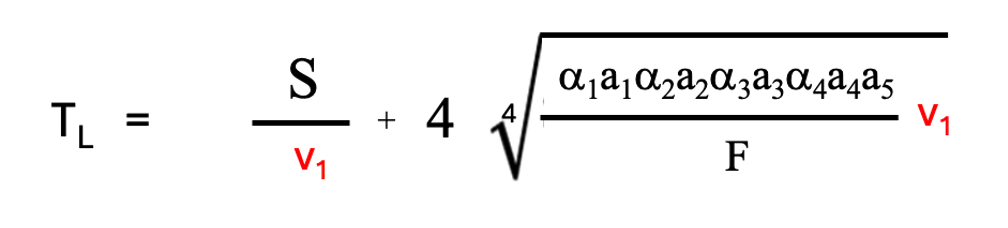
(5-1)
TLを最小にする条件を4段研磨と同様に求めます。そうすると下記の(5-2)式の組み合わせ条件が得られます。
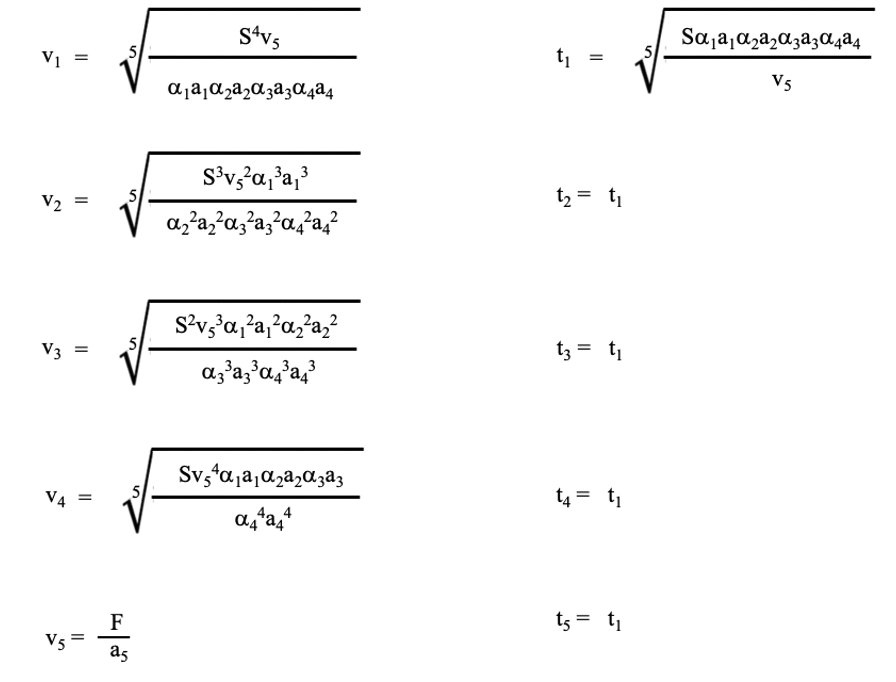
(5-2)
今まで見てきたように適切な組み合わせの条件下では、各段の加工速度は一意的に固定されてしまいます。そして各段の加工速度も4段工程の条件から帰納法的に推察される結果になります。5段工程の各プロセスの時間は同じ時間になります。t1=t2=t3=t4=t5の結論が得られます。5段目のプロセスの研磨速度は、与えられたFによって固定されています。5段工程の全加工時間は

(5-3)
と示すことができて、anが既知であれば、一意的に指定されます。
5-3. 加工速度と加工変質層の厚みの関係を(B)式と想定した場合
次に、加工変質層の厚みと研磨速度の関係を、連載(1)で設定した(B)式のように想定します。(B)式を示します。
Xn (vn) = dn vn 1/2 (B)
(4-7)式を利用して、5段加工の場合の局所適切解は(5-4)式で示されます。
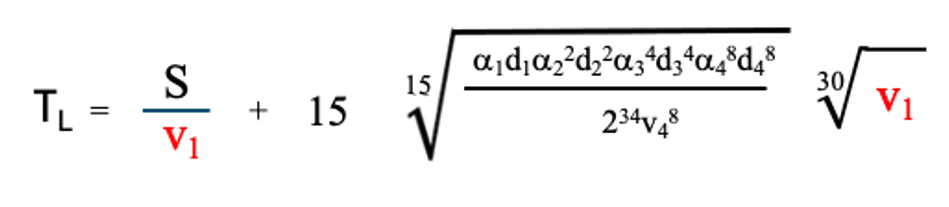
(5-4)
(5-4)式の局所適切解を最小にする条件より、今までと同様に下記の組み合わせ条件が得られます。
(5-5)
ここまで見てきた場合と同様に、適切な組み合わせ解の条件では、各段の加工速度は一意的に設定されています。そして、各段のプロセス時間はt2=2t1, t3=4t1 t4=8t1 t5=16t1と設定されてしまいます。また、v5はFを設定すると最初から固定されています。5段プロセスの適切な組み合わせ解は5回の洗浄時間WTを含めて下記のように示されます。

(5-6)
加工速度を見ると加工段数が増えるとだんだん複雑な結果になってきますが、各段の加工時間は、依然として見通しの良い結果が得られています。