4-5-2. 最初の3段では(A)式を想定し、終段では(B)式を想定する場合
次に最初の3段では、加工速度と加工変質層の関係に(A)式を使い、最後のCMP段のみ、加工速度と加工変質層の関係に(B)式を使う場合を考察します。4-5-1.の場合と同様に考察します。最初の3段プロセスと最後のCMPのプロセス時間は以下のように示されます。

4段プロセスの全研磨時間は洗浄時間を除いて以下のように示されます。4-5-1. と同様にしてTの最適解を求めると、下記の条件を求めることができます。
(4-10)
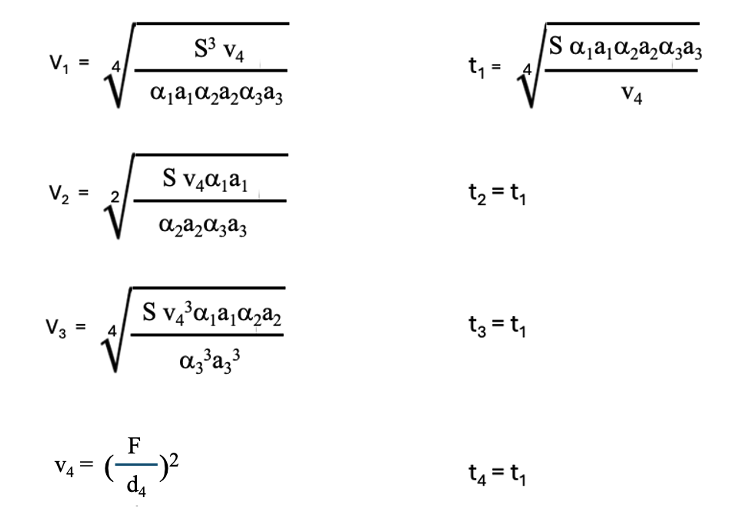
各段の研磨時間を見ると、t2=t1, t3=t1,t4=t1との結論が出てきます。式の形式上では(4-3)式とよく似ていますが、v4の中身は異なります。その結果t1の中身が異なります。(4-10)式が見かけ上、(4-3)式と似た形になっている理由は、3段目のプロセスで形成された加工変質層の厚みは、X3(v3)= a3v3と示されていて、結局、取り除く加工変質層の全厚みを考えると、(4-3)式と(4-10)式は同じなので、表現されている全プロセス時間を表現する式は、形式上は同じような形になっています。最も異なる部分はv4です。洗浄時間を含む4段研磨は下記のように示されます。

(4-11)
全プロセス時間を示す式は、形式上は似た形にはなりますが、(4-11)式に示すように全プロセスの時間は異なります。
4-6. 加工研磨速度に制限がある場合
多段プロセスの最適解は一意的に解を求めることができます、と、いう話を考察してきました。これらの考察は、机上の議論で、実際にここで考察されている条件で多段の加工を行おうとすると、問題が発生するかもしれません。例えば、解析的に得られたn段目の工程の加工速度vnは、実際の作業条件と比較すると、ハードウエアの性能外である場合、つまり性能以上の高速解として指定されている場合があるかもしれませせん。そこで、多段の加工研磨工程で、ある特定のn段目の加工速度vnに制限をかけなければならないということが発生することも考えられます。この場合、可能な最速限界の加工速度 vn,(max)をn段目の加工速度として固定して、全加工時間の最適解を解析的に求めることは可能です。
これまで行ってきた多段の加工プロセスでは終段は、終段の仕上げの状態を指定しています。つまりFの値を指定しているので、終段研磨の研磨速度は固定されている状態で、最適解を求めています。
一例として初段のラッピング速度v1が固定されている場合を考察します。話を簡単にするために、加工速度と加工変質層の関係は(1-2)式の場合を4段プロセス全部について想定します。初段のラッピング時間t1はS/v1で固定されます。残りの3段の最適解は(3-5)式を書き変えることによって示すことができます。(A)式を想定すると最適解は以下のように表現できます。

この制限がかかった状態で2段目、3段目の最適加工速度も一意的に求めることができます。それらの制限がかかった場合の最適速度は、(3-4)式を書き変えることで下記のように示されます。

4段目の研磨速度はFにより最初から固定されています。
もう一つの例として、2段目の加工速度v2が固定されている状態での4段加工プロセスを考察してみます。加工速度と加工変質層の関係は(A)式の場合を想定します。4段加工プロセスのうち、1段目と2段目のプロセス時間、TL1 = t1 + t2 の最適解は2段研磨の最適解(1-7)式で与えられます。(1-7)式では、終段のv2は固定されている解なのでそのまま使えます。残りの3段目と4段目の最適解TL2 = t3 + t4も(1-7)式を書き変えて求めることができます。最適解は以下のように示すことはできます。

この制限がかかった状態での1段目、3段目の最適加工速度も(1-6)式を書き変えると一意的に下記のように求めることができます。

4段加工プロセスの3段目の研磨速度が固定されている場合も同様に考察することは可能ですが、ここでは省略します。4段加工プロセスのうち、2つの加工プロセスの加工速度が固定されていて、残りの2つの加工速度には最適条件の組み合わせが存在しています。
まとめ
4段加工研磨工程での最適条件を解析的に考察しました。また、最適条件を一意的に求めることができました。色々と異なる加工研磨の条件を想定しても、それぞれに対応して、加工研磨の各段の条件の最適な組み合わせが存在することがわかりました。研磨工程の後段の研磨条件を変えると、その条件に依存して、前段の研磨条件も変えなければならないことがわかります。次の連載(5)は5段加工プロセスについて考察します。また、加工速度と加工変質層の関係を示す現象論的な式と、多段研磨の加工時間の関係について考察します。ちなみに研磨の消耗品費を抑えるためには、なるべく低速で研磨することが良いということが、3段加工研磨と同様に結論とすることができます。ウエハの加工研磨事業を行なっている会社では、会社の事業運営方針に依存して、研磨作業の総時間や、消耗剤のコストなどを勘案して、最適な研磨の仕方を考察することになります。